发布时间 1/29/2021 3:10:27 PM | 阅读:次
 与我们在线交谈,也可以拨打我们的服务热线:13803834093 咨询我们。
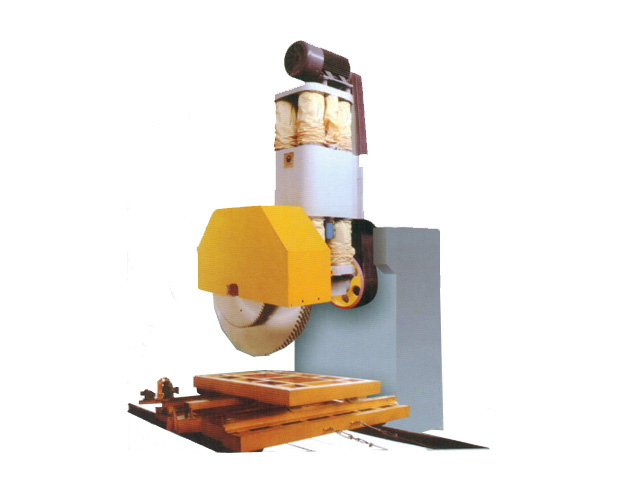
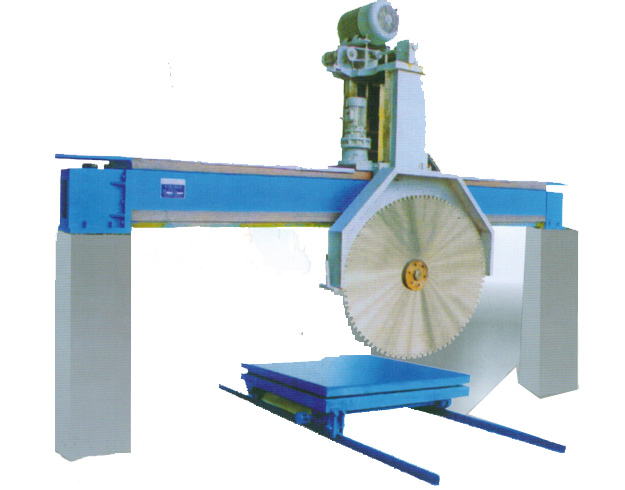
与我们在线交谈,也可以拨打我们的服务热线:13803834093 咨询我们。圆盘锯石机是石材行业主要的加工设备之一,主要用于石材产品的粗加工。如切割板材、加工毛坯块料等。目前国内市场现有的圆盘锯石机从结构上划分主要有三大类。第一类是单臂圆盘锯石机,其主机的主要结构为栋梁通过拖板安装在立柱上,由于其横梁和主轴箱为一体式结构,当拖板带动横梁上下运行时便能带动锯片上下运动切割石材了,这类产品刚性差、精度低,主要用于加工石材坯料、路边石、台阶石等石材制品。第二类是龙门式圆盘锯石机,它的主要结构是由左右两立柱、横梁、滑箱等部件组成,采用横梁上下运动的方法来带动锯片切割石材,此类产品刚性好,但结构复杂,造价较高。第三类是桥式圆盘锯石机,它的主要结构由横梁和纵使滑箱组成,彩滑板上下运行的方法带动锯片来石材,产品结构简单、造价低,适用范围广。因此,市场的占有率很高。国内的很多石材设备生产商都生产此种产品。虽然各个厂家生产的桥式圆盘锯石机外形基本类似,但其结构设计上仍有不少差别,笔者以此类产品为例,粗浅地阐述对其结构设计的几点看法。
一、横梁及其相配拖板的设计
横梁和拖板是锯石机的关键零件,它们的结构设计和制造精度直接影响到设备的加工精度,在设计是应注意以下几点:
1.导向方式的选择:横梁和拖板的主要结构之一是其导向方式。目前国内厂商出道的锯石机所采用的导向方式有两种,一种为单V型槽和平轨相配合的导向方式;另一种为双V型槽的导向方式。前者加工简便、定位精度一般,后者加工复杂,但定位精度较高。我建议采用双V型槽的导向方式较好。即便采用第一种方式也应将V型轨旋转在锯片的后端一侧,将平轨旋转在锯片上方一侧。因为当锯片切割石材时将产生很大的切削抗力,其向上的切削抗力将托起靠近锯片一侧的导轨。若将V型旋转锯片一侧势必会影响到锯片的运行精度,继而影响到石材产品的质量。若采用双V型轨导向这咱影响便不必考虑了。其次应该注意拖板的长度应大于两导轨中心距的2.5~3倍方能有良好的导向精度。
2.加工方法的选择:目前锯石机横梁导轨终的加工方法也有两种:一种为精刨;一种为精磨。磨削的横梁导轨经过了表面的加工强化,因而硬度有了一定的提高,在不经热处理的条件下经过磨削的横梁比不磨削的横梁其寿命要长二到三年。
3.润滑结构的设计:在设计横梁的结构开关时,应注意其挡油槽的高度应足够,应做到使导向轨全部浸入油中而在拖板运行时油还不会溢出。有些厂家出产的设备其挡油槽高度较低,其V型轨没有全部浸入油中,当冬季天气较冷时油的黏度变大,油的流动速度远远小于拖板的运行速度,造成拖板在运行时有很大一段距离没有润滑油润滑,不但会加速横梁的磨损,还会因润滑不良引起组合滑箱的运行振动,从而影响所加工石材的质量。
4.耐磨材料的使用:拖板在栋横梁上滑动时摩擦力较大,因此不少厂家采用了在拖拉机板的导轨上粘贴聚四氟乙烯耐磨胶带的方法来减小摩擦力。这样不但可以减小摩擦力在润滑不良的条件下工作,也不会对导轨造成大的损害,从而延长了设备的使用寿命。由于摩擦系数变小了,拖板运行时润滑油易于形成较厚的油膜,从而将拖板浮起。当拖运行速度发生变化时,其位置也随之发生改变。实验证明减速机带动拖板匀速运行时此其静止的位置约高了0.15~0.2mm。锯大型机切割石材时进出锯的速度较慢而前进时的速度较快,加之切削抗力的变化对此种摩擦状态的影响加剧,从而造成锯片位置的变化,这种变化易造成锯片进出石料时发生“扫道子”现象。因此设计时应综合考虑以上问题。中国石材网-www.stonebuy.com-设备操作
5.齿轮、齿条在横梁上啮合位置的确定:锯石机在切割石材时两导向所随的正压力不同,因而其摩擦力的大小也不一致,当两摩擦力相对于齿条的啮合位置不平衡时,在锯片相对于原位置发生了偏摆,这种现象会使所加工石材锯路变宽,锯片产生微量的扭曲变形,这样的状态将导致金刚石的过早脱落和锯片基体的过早疲劳破坏。这种情况双V型轨比单V型轨加平轨的导向方式要好得多,这也是我为什么推荐采用双V型轨导向的原因。在设计时应大致估算出两摩擦面所产生的摩擦力的大小从而正确确定齿轮、齿条在横梁上的啮合公位置。
二、齿轮、齿条的结构设计
锯片的往复街是由减速机带动齿轮,通过齿轮和齿条的啮合来实现的。齿轮、齿条的设计除了以上提到的啮合位置要正确外,还应注意的齿条强度足够的条件下模数尽量取小值。实践小模数齿条比大模数齿条的啮合平稳性要好。齿条的模数一般可在3~4之间选取,钢制齿条取下限,球墨铸铁齿条取上限。齿轮的齿数及模数的选择除依据齿条外也可参考锯石机工作时的切割速度,目前各个厂家大多采用变频率为工频或稍高为宜,使齿轮、齿条的啮合产生振动,工作时易导致金刚石切头的过速磨损,影响刀具的耐用度。此外齿轮和齿条的接触精度也应保持良好接触面积过小也会因受力不均引起啮合振动,因此齿轮、齿条的制造精度应比普通零件高一级。
三、前后滑板的结构设计
前后滑板也是格式锯石机的关键零件之一。前后滑板的长宽之比可达1:4,属于细长件之列,除了应合理设计其形状,合理排布肋筋的位置外,还应对其毛坯实行时效处理,从而使加工后的零件长时间保持良好的精度。前后滑板的材质好采用HT200(材质一定要达标)。因为石材加工属于断续切削)振动很大,而灰口铸铁具有良好的吸震性能,可以吸收振动提高石材产品的质量。有的厂家采用球墨铸铁生产前后滑板,笔者认为不可取,虽然提高了强度,但吸震性太差,而且制造成本也大大增加了。
四、主轴箱的设计
主轴箱是锯石机的核心部件,它的精度和耐用度将直接影响到设备的精度,在设计时应注意以下几点。
1.结构型式的选取:现有锯石机主轴箱的结构有两种,一种为分体式,一种为整体式。我认为主轴箱的结构好彩整体式结构,因为分体式结构势必会存在间接误差的累积,从而影响主轴箱的装配精度。
2.轴承的选择:主轴箱中轴承的组合方式应采用前端固定后端游动的方式。目前主轴前端的轴承大多采用轻窄系列圆锥小辫子轴承,我建议采用轻宽系列的圆锥滚子轴承,经多年的使用证明轻宽系列轴承不易损坏,且主轴的精度可长期保持较好的状态,虽然成本高了,但使用寿命也大大提高。
3.内夹盘结构形式的选择:安装锯片的内夹盘和主轴的联接应设计为可拆卸联接。实践证明内夹盘和主轴的制造精度达标的情况下,采用可拆卸联接不仅不影响设备的性能,且对设备的维修有着很大的便利。因为夹盘经常装卸锯片,主轴箱中的油封损坏频繁,如果夹盘和主轴为一体,那么维修夹盘或更换油封均要拆下主轴箱卸下主轴后方能进行费工费时而分体式结构就方便多。
4.齿轮形式的选择:主轴箱内的减速齿轮,好采用斜齿齿轮,因为斜齿轮重合系数大,承载能力强,不易发生崩齿、打齿的现象,且运行平衡、无杂音。设计时应注意使两斜齿轮的轴向力分别指向主轴和副轴的后端,这样不仅消除了轴向力,还预紧了轴承。实践证明斜齿齿轮的寿命比直齿齿轮要长1~2年。news.stonebuy.com
五、结构设计上的其他问题
1.丝母的设计:锯石机的升降的丝母一般采用ZQSn6-6-3的材质,其前后丝母采用大小组合的方式来设计。因为锯石机工作时属于切削对前端丝母有微动磨损的情况,加之前端丝母要也随大部分的切削力,因此磨损较后侧丝母要快。设计丝母时前端丝母应比后侧丝母稍长,再者在丝母的上端应留储油槽,便于储存润滑油从而延长丝杠丝母的寿命。
2.带轮中心距的调节方法:由于不少石材厂设备较少,因此很多厂商均希望设备能一机多用,希望锯石机既能安装直径1.6m的锯片,还能安装直径2.2m甚至直径2.5m的锯片。由于锯片直径相关较大,为保证锯片在工作时有合适的线速度就应相应改变主轴的转速而改变主轴转速的办法,目前一般是采用更换主电机带轮的办法。更换带轮后需重新调节两带轮之间的距离,现有锯石机采用的是直接调式电机支柱的办法,这样的方法因受电机结构的限制调节范围小,有时往往需要更换三角带后才可以满足工作要求。不如将电机安装到辅板的办法来改变两带轮的中心距,这种方法调节范围大,一种型号的三角带便可配合多个大小不等的带轮,而且操作方便,快捷。
3.润滑系统的改进:目前市场上的锯石机其润滑系统很不完善,有的则根本未配有润滑装置,这样容易造成设备的润滑不及时和润滑不良的现象。笔者认为应在设备上增加一套自动润滑系统,在设备运行前和设备有较大行程的升降时(如锯切完一张板材升锯时)油泵便自动向各润滑部位定时供油,从而避免了润滑的不及时和润滑不良的现象,从而能大限度的延长设备的使用寿命。
 推荐产品
推荐产品